

�a(ch��n)Ʒ����
PRODUCT CENTER
- �W���ʽ����C(j��)
- �ʽ����C(j��)
- ����ʽ����C(j��)
- ��(f��)�ψA�Fʽ����C(j��)
- �Ƅ�(d��ng)����վ
- ���Nʽ����C(j��)
- ��Ч��ɰ�C(j��)
- VSI��ɰ�C(j��)
- ��ɰ�C(j��)
- ��(f��)��ʽ��ɰ�C(j��)
- ϴɰ�C(j��)
- �D(zhu��n)Ͳ��əC(j��)
- ú���əC(j��)
- ��Ͳ��əC(j��)
- ɳ�Ӻ�əC(j��)
- �V����əC(j��)
- �����əC(j��)
- ��ú��əC(j��)
- ���I(y��)��əC(j��)
- �u�S��əC(j��)
���]�a(ch��n)Ʒ
RECOMMENDED PRODUCTS
-

- ����ϴɰ�C(j��)
����ϴɰ�C(j��)�a(ch��n)Ʒ��B�� ����ϴɰ�C(j��)�c݆��ϴɰ�C(j��)�Y(ji��)��(g��u)��ͬ������
-
- ���(d��ng)�o�ϙC(j��)
���(d��ng)�o�ϙC(j��)�a(ch��n)Ʒ��B�� ���(d��ng)�o�ϙC(j��)�ַQ(ch��ng)���(d��ng)ι�ϙC(j��)�����(d��ng)�o�ϙC(j��)
-
- �A���(d��ng)�Y
�A���(d��ng)�Y�a(ch��n)Ʒ��B�� �A���(d��ng)�Y��һ�N���A�����(d��ng)�����Ӕ�(sh��)����Ч��
ɽ�ع���(du��)Ӱ푏��ɈA�F����C(j��)�������ȵ������M(j��n)�з���
���ɈA�F����C(j��)�V���ؑ�(y��ng)���ڵVɽ��ұ�𡢽��ĵ��ИI(y��)������Vʯ���V�����rʯ�����ϣ����������țQ�����乤�����ܵĺÉļ��䑪(y��ng)�÷�������ˌ�(du��)Ӱ푈A�F����C(j��)�������ȵ������M(j��n)�з����о���������Ҫ�ĬF(xi��n)��(sh��)���x��
һ�����ɈA�F����C(j��)ƫ�IJ���������g϶��Ӱ��������ȵ��P(gu��n)�I����
�����ԵVɽ���a(ch��n)�г��õăɷN��(x��)�鏗�ɈA�F����C(j��)��������������g϶��(du��)����C(j��)�������ȵ�Ӱ푡���l�г��ˇ�(gu��)�a(ch��n)��(x��)�鏗�ɈA�F����C(j��)��SXHD-7��(x��)������˹���ɈA�F����C(j��)ƫ�IJ���������g϶��
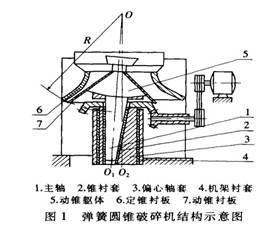
�D1�Ǐ��ɈA�F����C(j��)�Y(ji��)��(g��u)ԭ��D����D��ʾ������C(j��)�\(y��n)�D(zhu��n)�r(sh��)��늄�(d��ng)�C(j��)ͨ�^(gu��)����(d��ng)��������(d��ng)ƫ���S�����D(zhu��n)�������F�Ȳ��c��(d��ng)�F�|�w�b��һ�w�����S��ƫ���S���(q��)��(d��ng)�£����S��(xi��n)001�������S�е�����O����c(di��n)���@����C(j��)�C(j��)�����ľ�(xi��n)002���F���\(y��n)��(d��ng)���Ķ���(sh��)�F(xi��n)�������ϵ�Ŀ�ġ��ı�l��ƫ�IJ���������g϶���A�F����C(j��)�ĽY(ji��)��(g��u)ԭ��D�����Է���Ӌ(j��)����A�F����C(j��)�����{(di��o)������С���Ͽڳߴ磬Ӌ(j��)�㹫ʽ����С���Ͽ�e=�C(j��)���r���g϶c+�F�r���Ͽ��g϶��������Ͽ��{(di��o)����С�ڴ˳ߴ磬�A�F����C(j��)�\(y��n)�D(zhu��n)�^(gu��)���о͕�(hu��)�l(f��)����(d��ng)�F�r���c���F�r������ײ�ĬF(xi��n)��ʽ��ȡ�F�r���Ͽ��g϶0����ȡ�¿��g϶b������?y��n)����Ͽڵ������S������ 0�ľ��x���F�r���Ͽڵ������S������0�ľ��x������ȣ�Ҋ(ji��n)�Dl��R��ʾ��
����(j��)����Ӌ(j��)�㹫ʽ�ͱ� 1��(sh��)��(j��)�ɵã���(x��)������C(j��)��Փ�Ͽ��{(di��o)������С���Ͽڞ�8.7mm��Ȼ���S��Vɽ�����a(ch��n)��(sh��)�`�C����ԓ�N����C(j��)�����Ͽڴ��{(di��o)��10mm���ң��е���������Щ����(du��)��SXHDһ7����C(j��)����Փ�Ͽ��{(di��o)������С���Ͽڞ�6.2 mm���ڌ�(sh��)�H���a(ch��n)�У���ij�~�VĿǰʹ�õ�l0�_(t��i)ԓ�N����C(j��)���������Ͽڶ��{(di��o)��(ji��)��7~8 mm��
����C(j��)��(sh��)�H���{(di��o)��(ji��)������С���Ͽ��c��Փ�ϵ���С���Ͽڴ���һ����࣬ԭ������ϲ�����ĥ�p��(d��o)���g϶׃�����b�����䡢�{(di��o)��(ji��)����(d��ng)�a(ch��n)�����`��������
������(d��ng)�F�\(y��n)�D(zhu��n)����(w��n)���nj�(d��o)�A�F����C(j��)�������ȵ���һ��Ҫ����
��(d��ng)�F�\(y��n)�D(zhu��n)����(w��n)�����ַQ(ch��ng)��(d��ng)�F���� ����ָ�A�F����C(j��)�����O(sh��)Ӌ(j��)������b�{(di��o)���^(gu��)���д��چ�(w��n)�}����(d��o)������C(j��)�\(y��n)�D(zhu��n)�r(sh��)��(d��ng)�F�������S�Ѓ�(n��i)�l(f��)������(d��ng)��������һϵ�в��������\(y��n)��(d��ng)��B(t��i)���A�F����C(j��)�����\(y��n)�D(zhu��n)�r(sh��)����(d��ng)�F��ƫ���S���(q��)��(d��ng)�£����S��(xi��n)�@�C(j��)�����ľ�(xi��n)���F���\(y��n)��(d��ng)����(d��ng)�F�r���c���F�r���g�ľ��x��u�ɴ�׃С������С׃�����������ϵ�Ŀ�ġ����������ϵ�ͬ�r(sh��)����(d��ng)�F�ܵ����ϵķ�����������(hu��)��ƫ���S�����D(zhu��n)�ķ����������D(zhu��n)����������\(y��n)�D(zhu��n)�ĈA�F����C(j��)����“���D(zhu��n)�D��”��ʽ�������ϵģ��Ķ�ʹ����������������S�����ϵijߴ������ȣ����˲��ϱ����ĽY(ji��)��(g��u)ԭ���⣬���ٳ��F(xi��n)�Ƭ���(d��ng)�A�F����C(j��)�\(y��n)�D(zhu��n)����������(d��ng)�F�������S�Ѓ�(n��i)�l(f��)������(d��ng)���r(sh��)����(d��ng)�F�r���c���F�r���g�ľ��x������u�ɴ�׃С����С׃���Ǻ����С���@�N��r�£�һ����o(w��)�������Ͽ��{(di��o)������С�Ĕ�(sh��)ֵ����һ���棬�@�r(sh��)������C(j��)������ “ ���D(zhu��n)�D��”������“�_���D��”��(l��i)�������ϣ�������������Ƭ��ض����ࡣ��������a(ch��n)��(sh��)�`�C����ͬ�ӵĈA�F����C(j��)����ͬ�����|(zh��)�ĵVʯ����(d��ng)����C(j��)�\(y��n)�D(zhu��n)�����r(sh��)���a(ch��n)Ʒ�е��Ƭ������٣���(d��ng)�l(f��)����(d��ng)�F�\(y��n)�D(zhu��n)����(w��n)���r(sh��)���a(ch��n)Ʒ�е��Ƭ�����@���ӡ���ˑ�(y��ng)��(d��ng)�˷������J(r��n)�鏗�ɈA�F����C(j��)����a(ch��n)Ʒ�бض����Ƭ��࣬���m��(y��ng)�������a(ch��n)��Ҫ��ƫҊ(ji��n)��ֻҪŪ����ˮa(ch��n)���Ƭ��ĸ�Դ������ȫ������������Ͻ��������������܃�(y��u)���ď��ɈA�F����C(j��)��
�����r��Y(ji��)��(g��u)�Π���Ӱ��������ȵ���һ��Ҫ����
���������ɈA�F����C(j��)�r���Π�ɫ@���^�õ��������ȡ������r���Π�Ĵ_����Ҫ����(j��)�������ϵ�Ӳ�ȡ��a(ch��n)Ʒ�a(ch��n)�����r��ĥ�p����Π�����أ����Y(ji��)�L(zh��ng)�ڌ�(sh��)�`��(j��ng)�(y��n)��ԇ�(y��n)�������ܫ@�á�

